In the sophisticated world of glass packaging, white coating stands apart—not just in appearance, but on the price sheet. It’s a frequent question from discerning clients: “Why does white cost significantly more than black, amber, or transparent finishes?” The answer lies not in markup, but in material science, precision engineering, and uncompromising quality control.
At XUZHOU FOYAGLASS, we believe in transparency—both in our glass and in our costing. Here’s what truly drives the value of premium white-coated glass packaging.
1. The Titanium Dioxide Premium: Where Opacity Meets Purity
The soul of any true white finish is titanium dioxide (TiO₂)—specifically, high-purity rutile-grade TiO₂. This isn’t just “white pigment”; it’s a engineered material that delivers unmatched opacity, brightness, and stability.
Cost Multiplier: Premium TiO₂ carries a price tag 3–5 times higher than standard carbon black or inorganic color pigments.
Global Supply Dynamics: The highest-quality rutile TiO₂ remains import-dependent, tying its cost to international chemical markets, logistics, and exchange rates.
Performance Non-Negotiables: To prevent yellowing, ensure food safety, and maintain consistency, we only use coatings formulated with top-tier, industry-approved TiO₂.

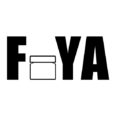
2. Precision Manufacturing: More Layers, More Care, More Energy
Achieving a flawless, opaque white isn’t a one-step process—it’s a carefully orchestrated sequence.
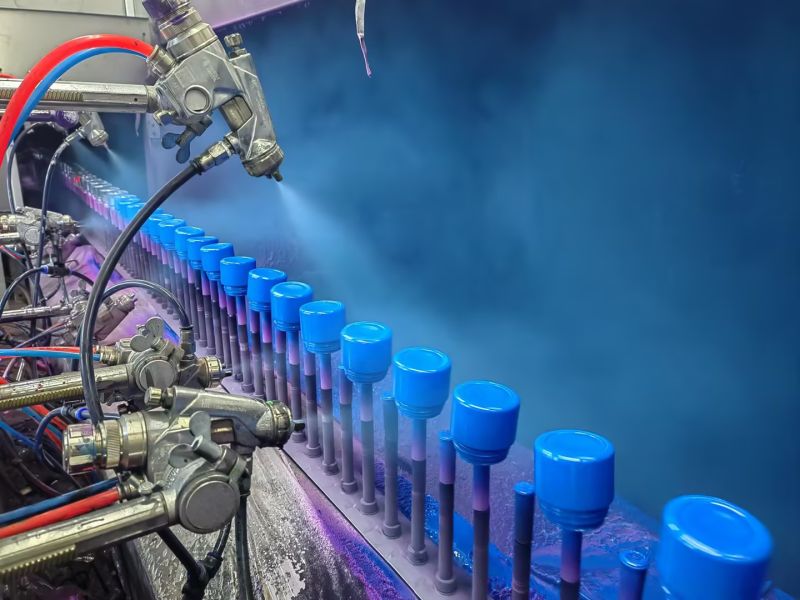
Multiple Coats for Perfection: Where a deep black may require a single uniform layer, a pristine white typically demands 2–3 coats to eliminate transparency and ensure color depth. This multiplies material usage, labor time, and energy consumption.
The Clean Room Imperative: White is ruthlessly revealing of dust, fibers, or environmental impurities. Our white-coating line operates in a controlled Class 10,000 cleanroom environment, where air filtration, humidity, and particulate levels are constantly monitored. Environmental upkeep alone contributes over 15% to the process cost.
Curing & Drying Precision: Each layer must be cured at exact temperatures to prevent bubbling, unevenness, or adhesion issues—adding further time and energy to the production cycle.


3. Relentless Quality Control: The High Cost of Flawlessness
On a white surface, every minor imperfection is magnified. What might be invisible on black or amber becomes a glaring flaw.
Color Consistency is King: We enforce a color tolerance of ΔE ≤ 1.0 (compared to ΔE ≤ 2.0 for most other colors), verified by spectrophotometer batch testing. Human eye approval alone isn’t enough.
The Rejection Rate Reality: Due to extreme sensitivity to surface defects—micro-dust, slight “orange-peel” texture, or minute coating variations—white glass experiences a 30–50% higher production loss compared to standard colors.
End-to-End Inspection: From pre-treatment to final packing, white-coated items undergo additional visual and automated inspection stages to ensure only perfection moves forward.
4. R&D and Formulation: The Invisible Investment
A stable, durable white coating isn’t bought off the shelf—it’s engineered.
Long Development Cycles: Creating a white coating that resists UV yellowing, maintains chemical stability, and adheres perfectly to glass requires 6–12 months of formulation, testing, and validation.
Advanced Resin & Additive Systems: The balance between resins, dispersants, and stabilizers is delicate and proprietary. This know-how represents years of expertise and continuous investment.
Performance Guarantees: Our white coatings are tested for adhesion, hardness, resistance to sterilization, and compatibility with labeling—ensuring your packaging performs beautifully on the shelf and in the supply chain.
White-coated glass conveys purity, modernity, and premium quality. It provides a brilliant canvas for branding, enhances shelf presence, and aligns with clean-label trends in food, beverage, cosmetics, and pharmaceutical packaging.
At XUZHOU FOYAGLASS, we see white coating not as an expense, but as an investment in brand elevation. Our technical team works closely with clients to optimize designs, minimize waste, and ensure that every white bottle delivers maximum visual impact and value.